
|

 |
| My
new/old tool: a 1967 DoAll D624-8 Surface Grinder. About ready for its new home. |
 |
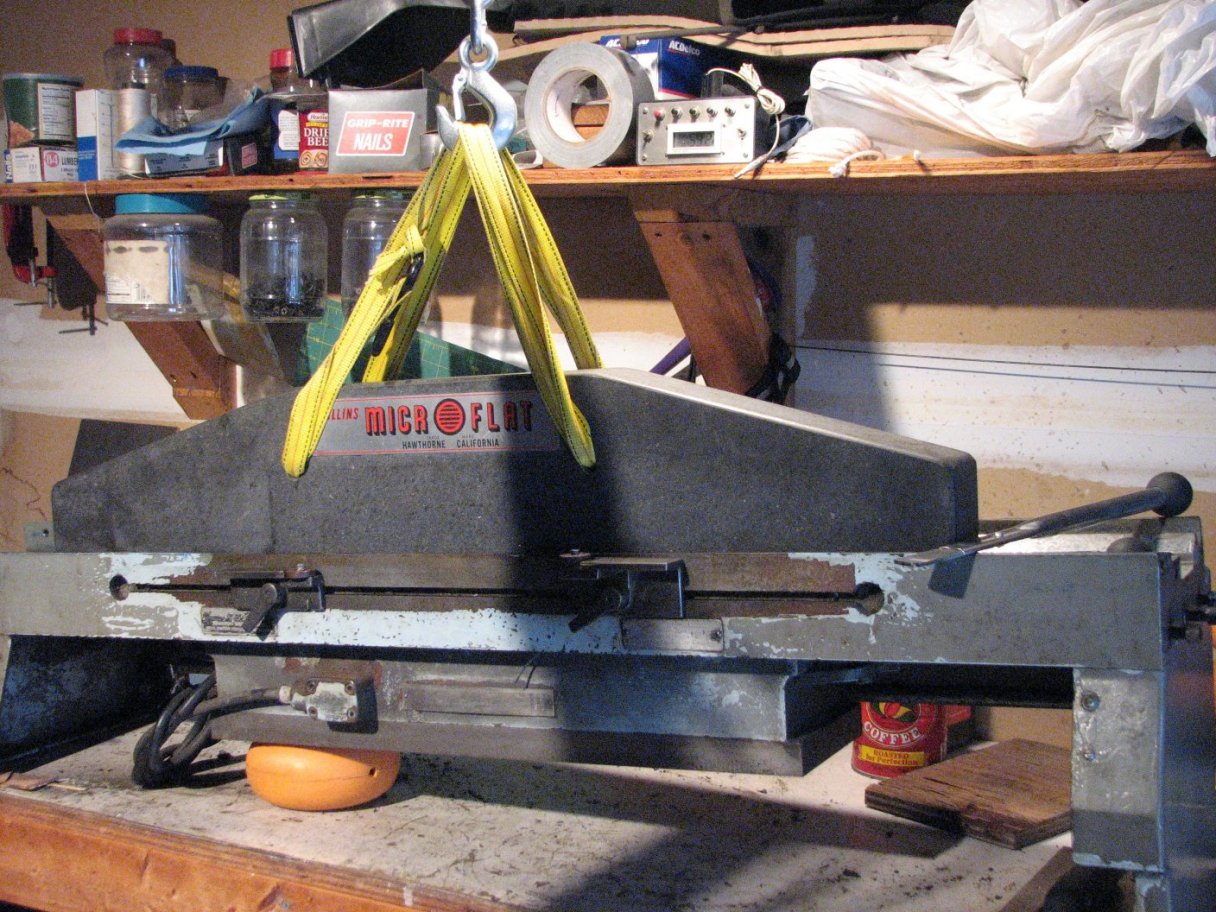
| The
table gets lifted off of the grinder. Just my luck that it begins to sprinkle, then pour rain. |
 With the grinder now home, I began
to work out how I was going to get this almost 2 ton beast into my
garage. Ideally, I could rent a portable gantry and chain
hoist. Just
lift the grinder off of the trailer and drive the trailer out from
under it. The problem with this was the scarcity of gantrys for
rent. I finally found them at Sunbelt Rentals. They carry a
good gantry crane, but it comes at 3 parts to rent. The gantry
itself, a trolley, and the hoist. All told about $170 a
day. I would have gone for it despite the absurd price, but none
of the local stores had all three parts in one location. I had
priced renting a forklift during the previous week and that was
only $130 a day. However you do pay for propane and delivery -
which brought it up to a whopping $370 for a day's rental. On the
plus side, I rented on Saturday morning and got to keep the forklift
until they picked it up on Monday afternoon.
With the grinder now home, I began
to work out how I was going to get this almost 2 ton beast into my
garage. Ideally, I could rent a portable gantry and chain
hoist. Just
lift the grinder off of the trailer and drive the trailer out from
under it. The problem with this was the scarcity of gantrys for
rent. I finally found them at Sunbelt Rentals. They carry a
good gantry crane, but it comes at 3 parts to rent. The gantry
itself, a trolley, and the hoist. All told about $170 a
day. I would have gone for it despite the absurd price, but none
of the local stores had all three parts in one location. I had
priced renting a forklift during the previous week and that was
only $130 a day. However you do pay for propane and delivery -
which brought it up to a whopping $370 for a day's rental. On the
plus side, I rented on Saturday morning and got to keep the forklift
until they picked it up on Monday afternoon. |
 |
| Forklift
moved into position. Glad I got the long forks. Yes, 2 Dodge trucks. Hemi for my son and diesel for dad. |
We
made it. Safe in the garage. |
 |
 |
| What
have I done? This thing is huge! |
Night
has fallen and I'm still amazed it's here. |
 |
| The
first good look at the table (X axis) ways. Interesting pattern. Some wear on each side of center. You can also see the wavy line that mirrors the lube channel. |
 |
 |
| Initial checking of the flat
way. Center is high. |
Stripping it down. All of
the splash guards are still intact. |
 |
 |
| A bit of rust and corrosion and
2stuck T-bolts |
Soaking the table in WD40. The
bolts will be cut and drilled. |
 |
| Leveling
feet in the up position and we can move the stand. Screw the adjusters down and the plate and stand can be leveled. |
 |
 |
| All that's left of the two T bolts
after drilling and beating. |
The table top is scraped flat
enough to sit level on the surface plate. |
 |
 |
| With wooden wedges in place the
table is level and I can proceed with scraping the ways flat and true
with each other. |
After many cycles of scraping, the
high spots are distributed evenly across the length of the
ways. Now I begin to scrape for bearing. |
 |
| More
reverse spotting. I've gotten to the point that the way is
beginning to look good. The groupings are still a bit uneven, but
they're getting better. A few more cycles will correct this. |