
|

 |
 |
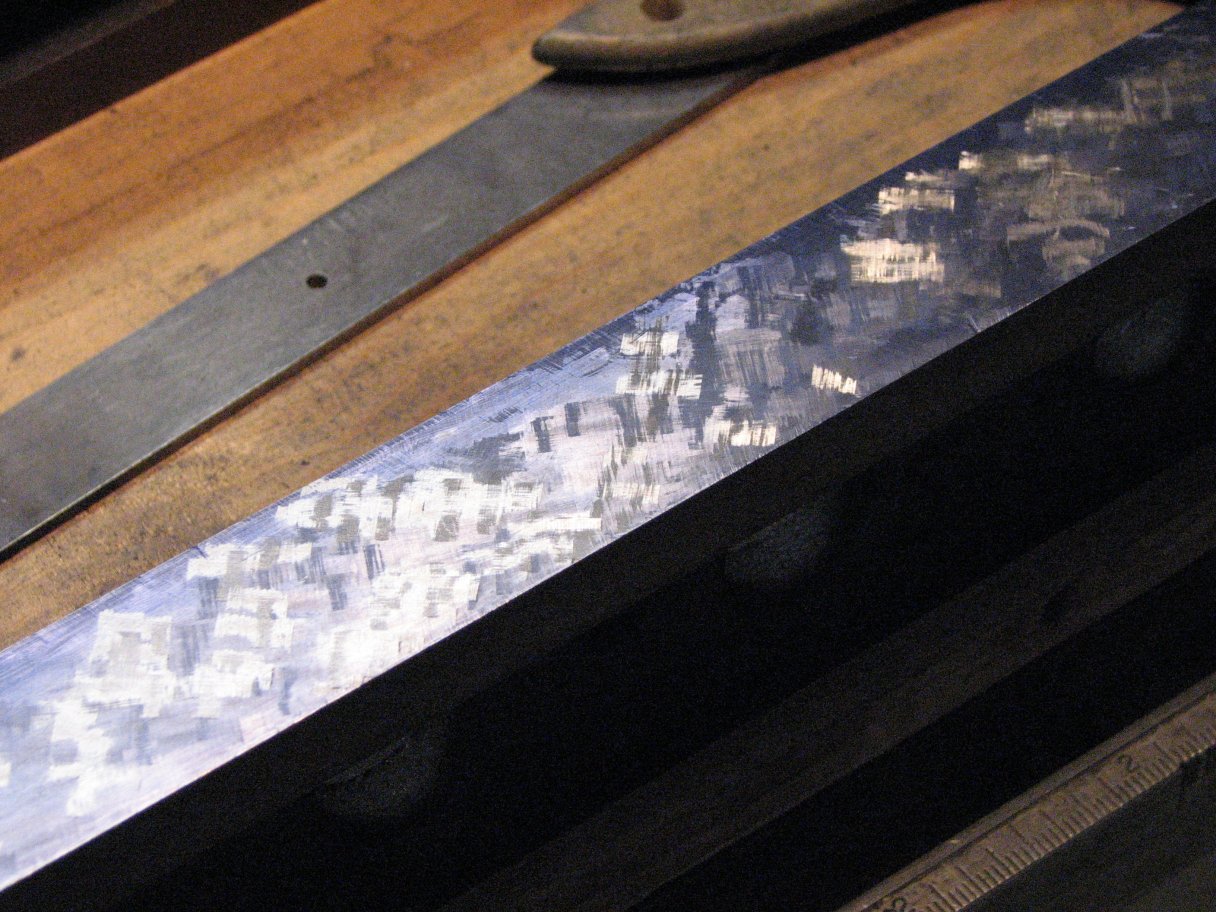
| Beginning with 300 mesh diamond
powder and my small lap, I lapped the top of the straight edge until it
was flat and parallel to a couple thousandths of an inch. I used
a single edged razor blade to remove most of the 300 mesh diamonds
and wore away the remaining diamonds by lapping some
scrap. I then repeated the process with successively finer diamond
powder. When I got to 1800 mesh, I switched laps to the larger
one. I have been using this lap only with 1800 mesh
powder. I have a new lap on the way that will be used for 3000
mesh only. Dry lapping with 3000 mesh produces a nice finish for a
surface plate. |
|
 |
 |
 |
 |
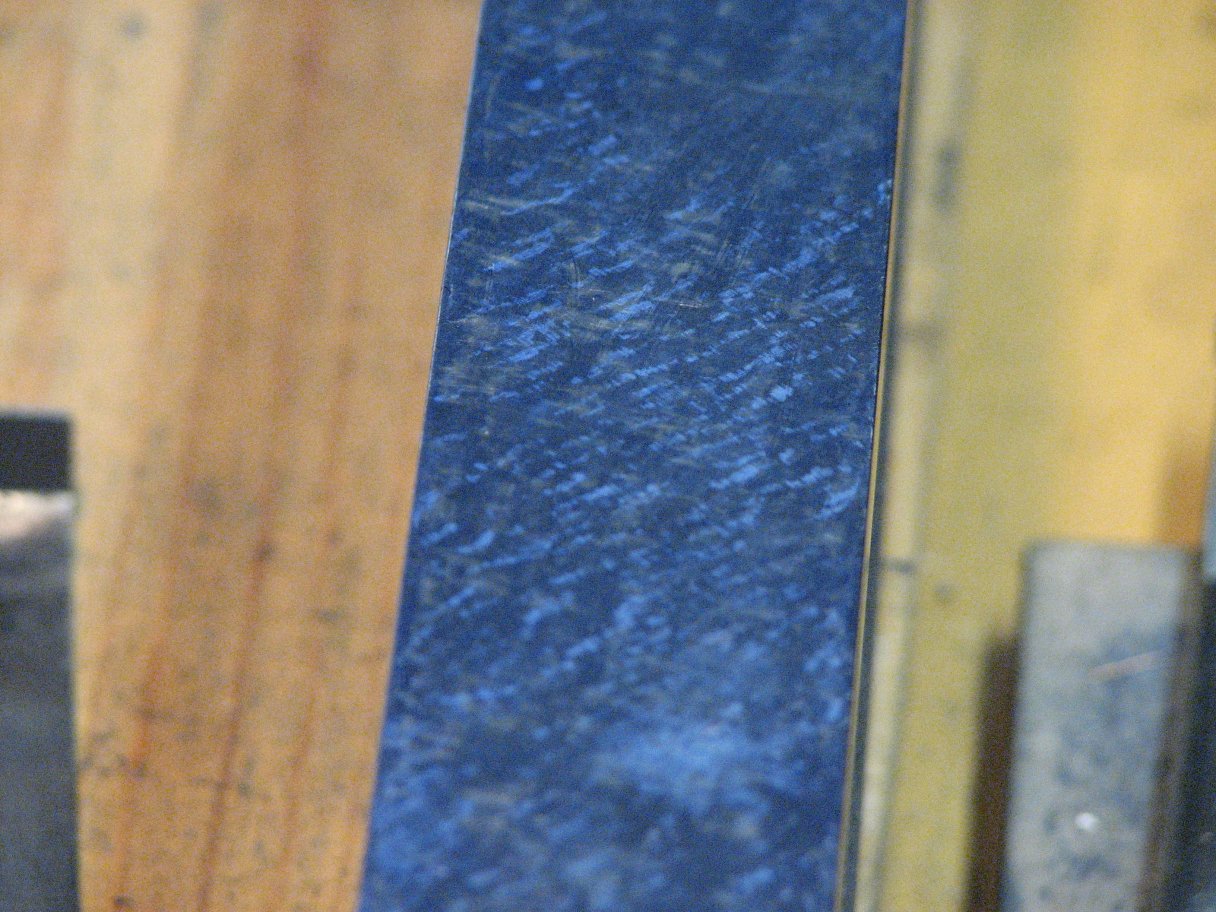
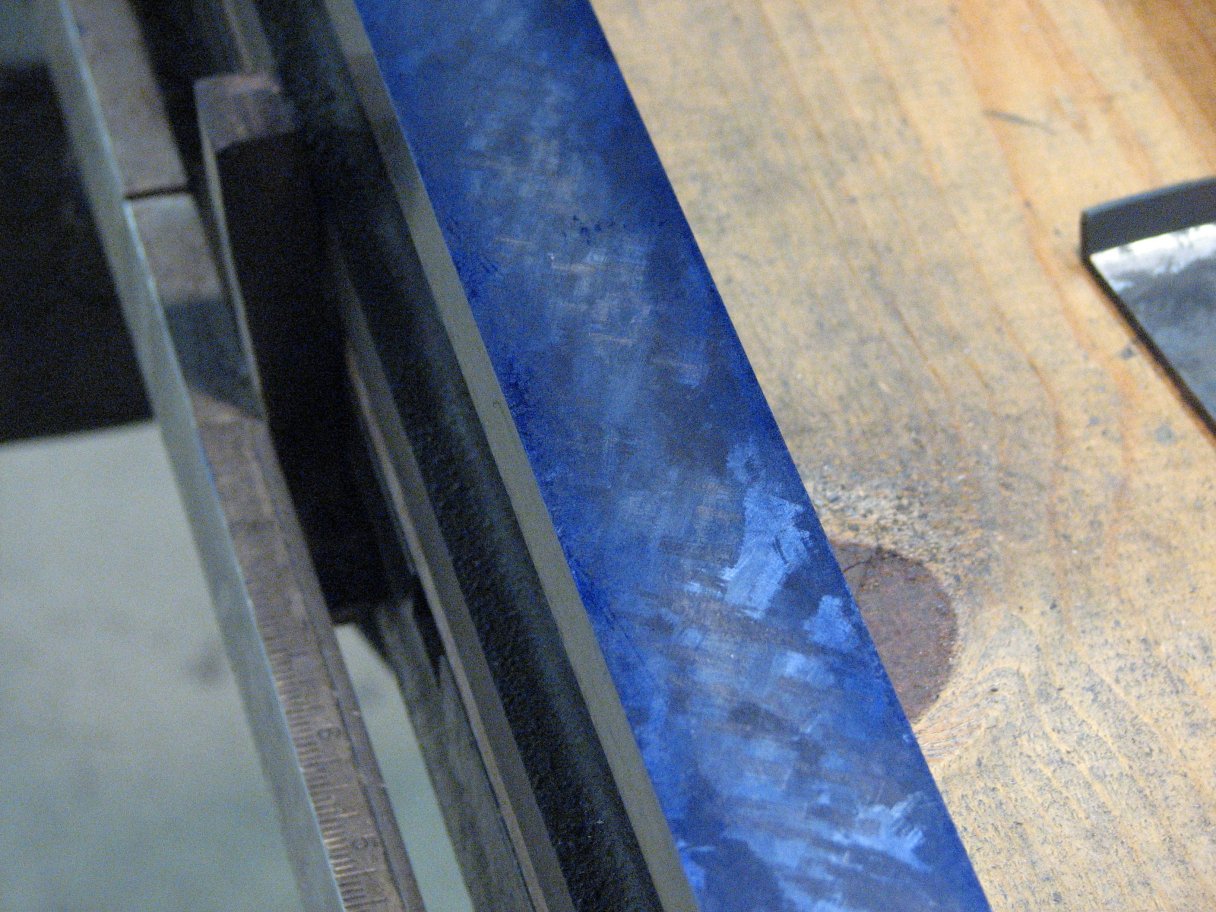
| The top two shots were taken while
I was still using the small lapping plate and coarse diamond
powder. The bottom two were taken after switching to 1800 mesh
diamonds. The left shot shows how the finish looks with the
granite dust brushed off and the surface cleaned with surface plate
cleaner. The right lower shot shows the surface as it looks
before being cleaned. As you can see, the lapped area doesn't
extend quite as far on the left side as it does on the right.. |
|
 |
 |
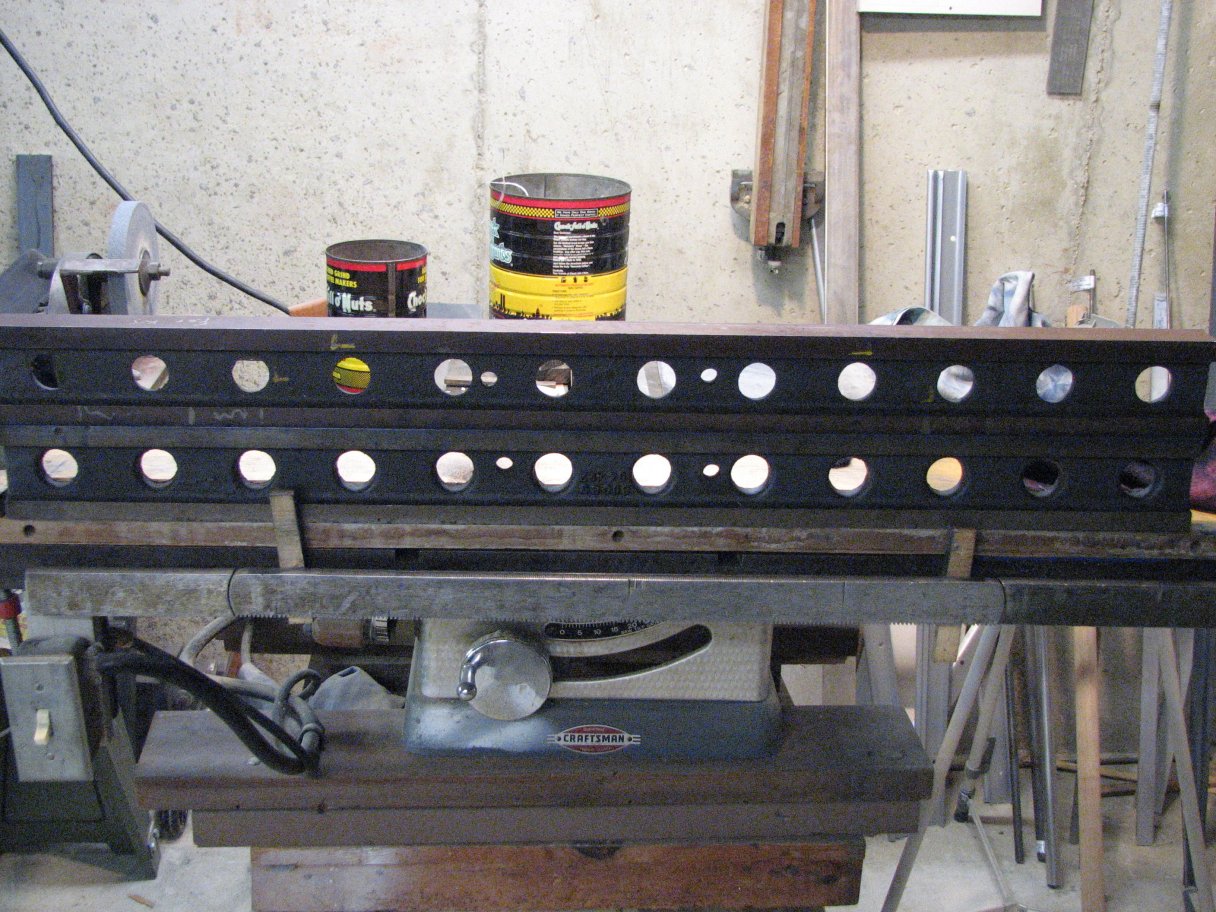 |
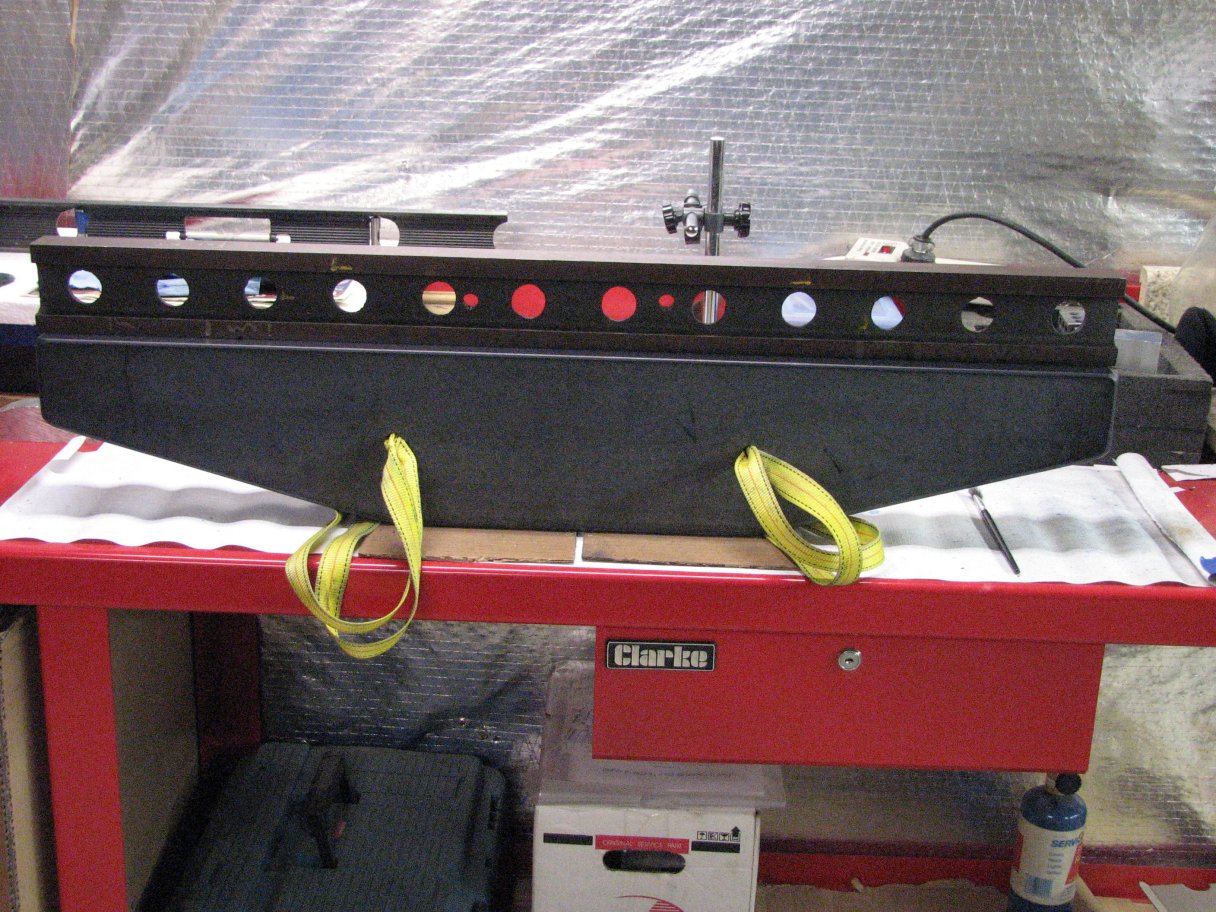
| Left: Cast iron straight edge on
the granite template. Center: Two cast iron straight edges - one
pull, one push scraped. Right: Checking the two cast iron. |
||
 |
 |
 |
 |
| Top Row: The pattern produced by
conventional "push" scraping - small high spots. Top Left: Both types of scrapers I use. Top Right: Close-up of surface - silver specs are the high spots. Bottom Left: Pull scraping surface pattern. Bottom Right: Another view of the pull scraping pattern. I still have a way to go to finish this surface. |
|