
|

 |
 |
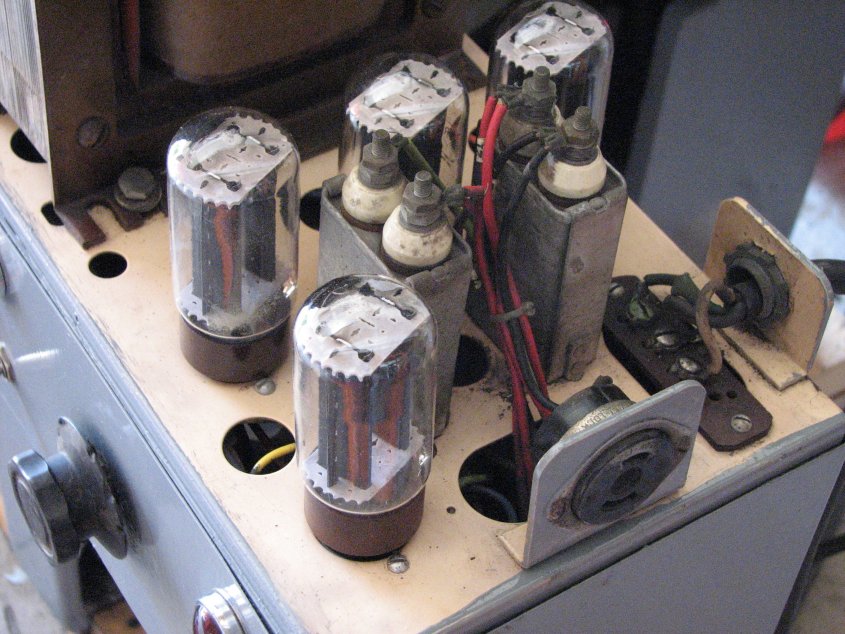
| 41 years of dirt, dust and crud.
Time
to clean. |
There are tubes under that grime. |
 |
 |
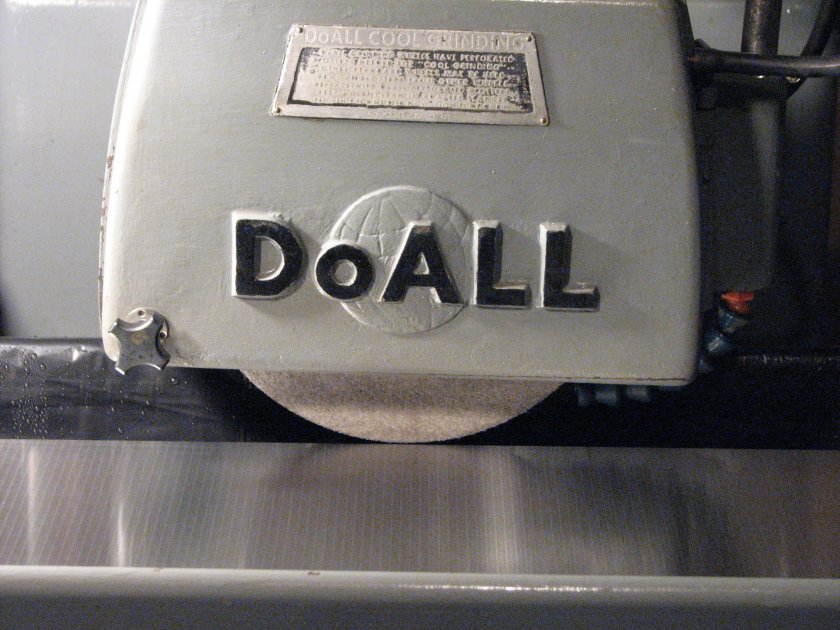
| That looks a bit better. |
Painted and installed on the
grinder. |
 |
 |
| Pretty nice finish if I'd wiped it
better. |
Another shot of the chuck |
 |
 |
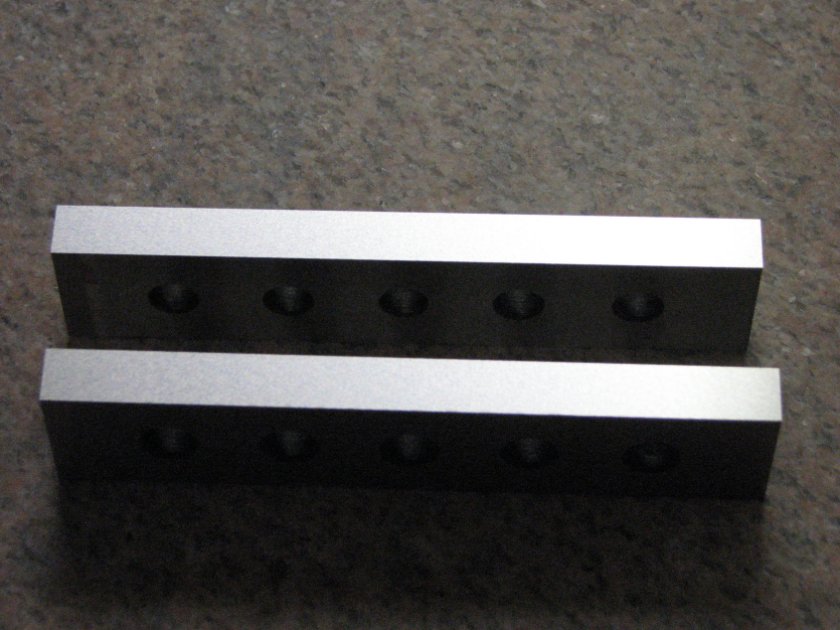
| Parallels are ground true |
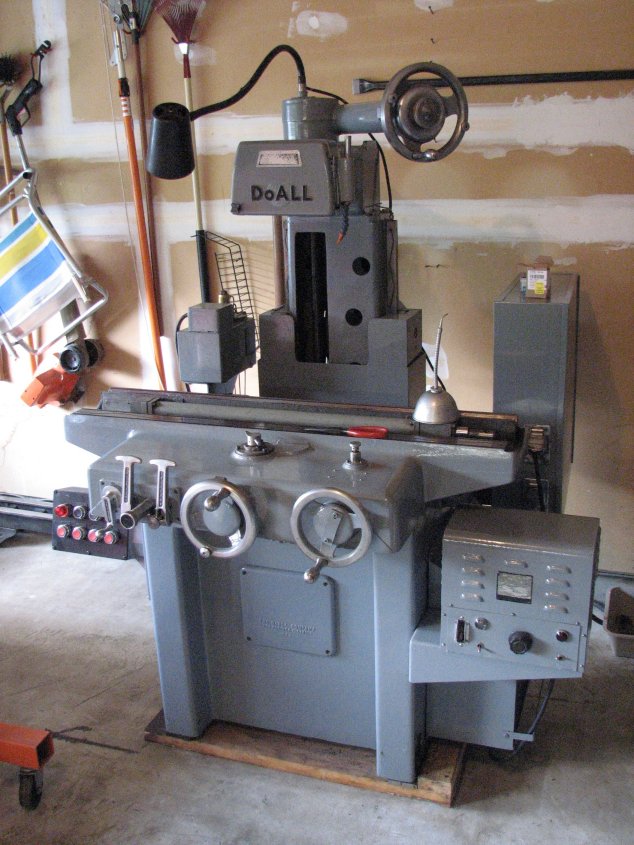
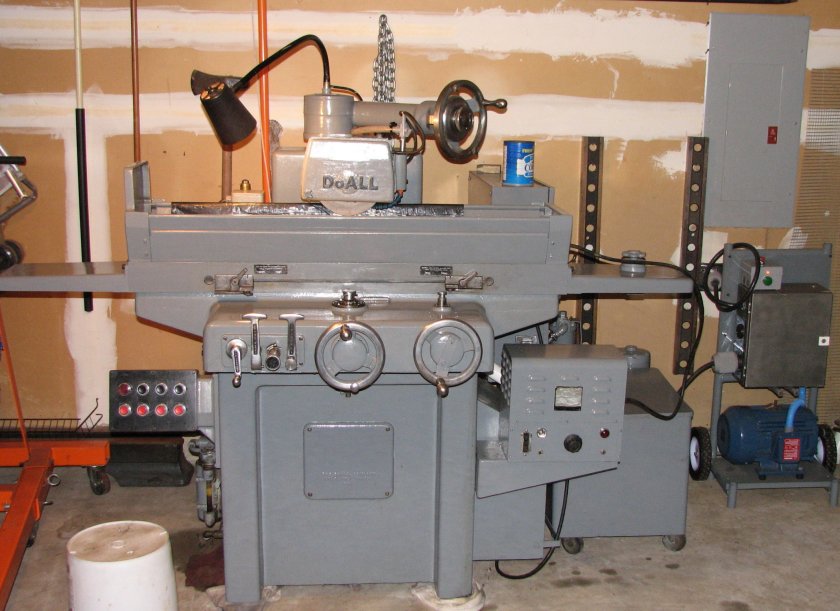
The DoAll D-624-8 surface grinder |